

Familiar with slippage failures? Most of you are to some degree, I’m sure. For those of you who are not, here is one of those lovely pieces of pavement:
These crescent-shaped patterns of cracks typically occur shortly after paving construction is completed, often within hours or days. Shear force generally must be present for slippage to occur — this force is often contributed by a moving, braking, or turning vehicle and enhanced by steep inclines/declines, gravity, centrifugal forces and acceleration/deceleration. Hydraulic pressure exerted onto the layer interface can also cause the issue. By creating a free body diagram of a turning, rolling or braking tire, a numerical prediction of slip energy can be easily developed. This computational approach is often used for design around more extreme aircraft landing and braking scenarios. In addition to shear force exerted by the tire, occurrence of slippage distress still relies on EITHER low strength surface mix OR poor bond between layers.
How To Prevent Slippage
Tack coats are utilized to promote excellent bond between layers, thereby eliminating one of the two variables from the cause of slippage (low-strength surface mix still remains as a potential variable). Of course, a suitable tack coat and correct application procedures must be implemented for the bond to be realized.
Given that Blacklidge is the industry leader in interlayer bonding technology, we are intentionally well-educated around slippage distress and the consequences of poorly performing tack coats. As a result, we are obsessive about monitoring the performance of our tack products to ensure that they will deliver high-performance bonding. This starts with a set of laboratory test procedures that have been shown to accurately predict the performance of the product tested. These protocols are applied to every batch that we produce, thus ensuring that we are starting with a high-performance product.
However, once the product leaves our facility, there is a sequence of events involved in the handling and application of the product that can put the end-performance at risk. These same factors affect all tack coat products; however, cheap tack coats come with low expectations and, therefore, symptoms of misuse are often indistinguishable from inherent features of the cheap product — they exhibit tracking behavior, poor bonding, slippage and ultimately shortened lifespan of the pavement surface. EXPECTATIONS associated with true non-tracking tack coats are MUCH higher (as they should be), but even these premium solutions require appropriate product stewardship and paving best practices.
Best Practices for High-Performing Tack
Proper product handling, transport, storage, surface preparation and application are all critical to ensuring that the end result performs as desired. In simple terms, the high-performance tack products require some common-sense practices:
- Store at recommended temperatures
- Avoid product contamination, particularly with solvents such as diesel
- Regularly apply gentle agitation or circulation to reduce settlement
- Prepare the paving surface by cleaning and make sure the pavement is dry
- Apply the product at the correct temperature.
- Allow the product to FULLY set before paving
- Take care to prevent hot asphalt mix from dropping onto the surface during the paving process. Hot (or warm) mix activates (liquefies) the tack; any activation before the paver will cause the tack to pick up
Proper handling and use of tack products is essential for preventing slippage and maximizing the life of the road surface. This is so important that we invest a great deal of time and energy in the education and training of our customers’ construction teams.
Even if tack best practices are followed, poor mixture strength — caused by a variety of mix design and handling factors, including cold spots — can still cause slippage.
The Voice of the Blacklidge Customer
We monitor the results of our efforts and document any reported exception that yields less than perfect results. Our system of tracking customer dissatisfaction is called The Voice of the Customer. We are happy to share some of this data with our readers.
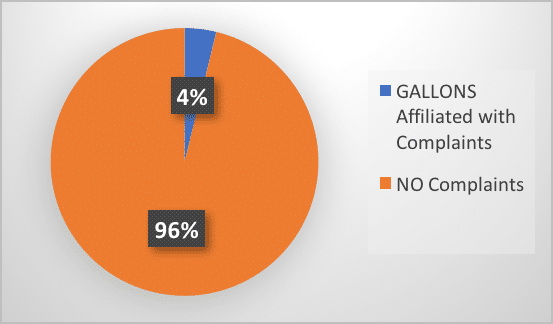
The following graph incorporates ALL customer complaints over a period of time. Now, customer complaints can vary from issues related to material clogging pumps/nozzles, abnormal break/set characteristics, lack of product homogeneity, abnormal product appearance, emulsion foaming, slippage, etc. (Note: We also track the percentage of these complaints that are caused due to improper preparation, handling and application; but that is not the current focus. I will just say that improper technique accounts for a very high percentage of these complaints.) The following graph shows the approximate gallons that are affiliated with complaints of any kind, regardless of cause.
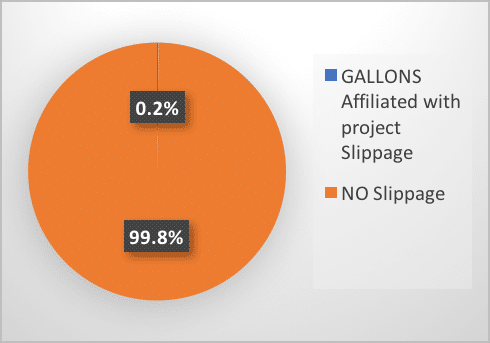
I’m not sure how a 96% success rate compares to other industries and others within our own industry, but I would expect that this is a fairly good number. Now, the focus here is not customer complaints in general, but customer complaints related to slippage when Blacklidge’s UltraTack® (aka NTSS-1HM or The Original Trackless Tack®) is used. We also track this number. The following graph shows the total gallons associated with project slippage.
The percentage of complaints of this type drops now to about 0.2% of gallons (99.8% success rate against project slippage).
A Deep Dive into the Rarity of Slippage Occurrences
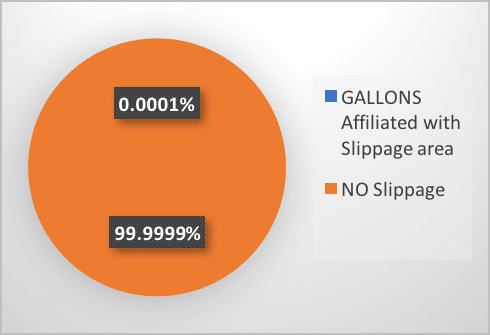
Now let’s look at this figure more closely…let’s convert gallons associated with job slippage to gallons associated with the actual area that slipped. In other words, let’s say that two miles of paving takes place on a project consisting of two, 12-ft lanes. This equates to about 253,440 ft2 or 28,160 yd2 of area. If the tack coat application rate is 0.05 gal/yd2, the job will require about 1,408 gallons of tack coat. In the above graph, ALL 1,408 gallons are being affiliated with slippage failures, which is not accurate, unless every square foot of the two miles actually slipped (that never happens, by the way). A typical complaint of slippage may involve about 150 ft2 of slipped pavement for the described scenario, or about 0.06% of the area that was paved during that particular project. Once the gallons associated with slippage are corrected for actual area that slipped, the following graph emerges:
Understand the difference? This is very important. The true percentage of instances of slippage area associated with UltraTack is about 0.0001% (99.9999% success rate against slippage area). Based on this data, in order to cause about 2/10ths of a mile to slip using UltraTack (not even once around a running track), it would require nearly 173,000 lane-miles of paving. That is enough distance to travel ¾ of the way to the moon; to travel the entire circumference of the earth 7 TIMES; or to travel from New York to Los Angeles 62 TIMES. Walking this distance would take about 9,762 days (14,057,280 minutes), while it would only take about four minutes to walk 2/10ths of a mile. By the way, 173,000 miles is not a random number — it is presently the estimated mileage of roadway that has been bonded using Blacklidge’s UltraTack.
The Role of UltraTack in Preventing Slippage
Based on this internal investigation of customer feedback, it is confirmed that our tack coat technology is, in fact, doing an amazing job at preventing slippage failures while also adding significantly to the longevity of the roadway. I’m fairly confident in saying that the slippage rate is much higher when inferior bonding agents are used, but I do not know those numbers. What I am most interested in, though, is what is unique about the 0.0001% of slipped areas that causes them to fail even when a superior bonding agent, such as UltraTack, is used? I call this the Curious Case of Slippage.
Causes of Slippage When Premium Bonding Agents Are Used
 Based on extensive research into the problem, we feel confident about which factors are contributing to these isolated cases. Issues tend to be intermittent, irregular and regional. In fact, we have many long-term customers that have NEVER reported a slippage failure after using millions of gallons over nearly a decade! We have seen the SAME batch of product go to two different customers – one customer has 25 ft2 of slippage on a 5-mile job and the other has NONE on a 20-mile job, but it must be the tack coat that caused the 25 ft2, right? What does this reveal? Obviously, areas that are prone to higher shear stresses (stop-and-go traffic, steep inclines/declines, super-elevations, etc.) will reveal any underlying issues much sooner than areas that are exposed to much lower shear stresses. With that being said, the superior bonding agent is more than sufficient to handle these high shear stresses, so what gives?
Based on extensive research into the problem, we feel confident about which factors are contributing to these isolated cases. Issues tend to be intermittent, irregular and regional. In fact, we have many long-term customers that have NEVER reported a slippage failure after using millions of gallons over nearly a decade! We have seen the SAME batch of product go to two different customers – one customer has 25 ft2 of slippage on a 5-mile job and the other has NONE on a 20-mile job, but it must be the tack coat that caused the 25 ft2, right? What does this reveal? Obviously, areas that are prone to higher shear stresses (stop-and-go traffic, steep inclines/declines, super-elevations, etc.) will reveal any underlying issues much sooner than areas that are exposed to much lower shear stresses. With that being said, the superior bonding agent is more than sufficient to handle these high shear stresses, so what gives?
The likely cause of slippage in isolated cases where a premium bonding agent is used is one of the following:
- Cool spots in the asphalt paving mixture caused by season, cool nights, long mix hauls, thin lifts, mix segregation, etc.
- Causes surface mixture to have low tensile strength — a primary cause of slippage
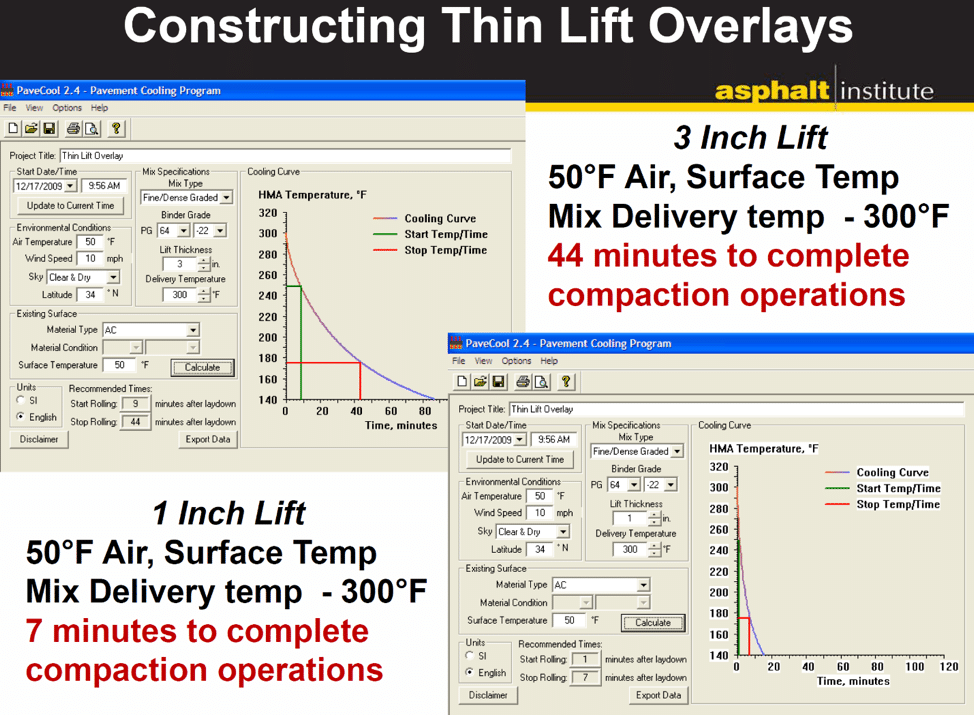
- This effect is far more common in thin lifts, which cool VERY RAPIDLY (read here and see graph below) — Gierhart, D. (2012):
- At 50°F ambient conditions, a 3-inch lift heated to 300°F permits about 44 minutes to complete compaction operations
- At 50°F ambient conditions, a 1-inch lift heated to 300°F permits only about 7 minutes to complete compaction operations
- Emerging technology is helping us to pinpoint these issues – iPhone attachments as cheap as $250 can now reveal cold spots in the surface mix
- Isolated pockets of dirty roadway
- Dirt/millings act as a bond breaker between tack coat and roadway
- This blog post basically sums up the issue
- Emulsion that has not been agitated/stirred prior to use
- This is Handling 101 for ANY asphalt emulsion product
- No different than failing to stir a can of paint prior to painting
- Leads to low residue/asphalt % in portion of the emulsion – may not be suitable % of asphalt for sufficient bonding
- If the tack coat looks more like water than emulsion, it is probably a sign that this Handling 101 step was not followed properly
- Driving over the tack coat prior to it achieving full set
- This is Application 101 for ANY emulsified asphalt tack coat
- Bonding agent will be removed, thus removing the glue and making the surface susceptible to slippage.
Gierhart, D. (2012). Thin Lift Overlays: Points to Ponder. World of Asphalt Show and Conference.
For a more in-depth review of all things Interlayer Bonding, take a look at this recent blog series. Please feel free to message me with any comments or questions.